В этой статье будет приведено описание моего ЧПУ фрезера . Я не буду излагать здесь теорию ЧПУ станков , принципы работы шагового двигателя и др. теоретические вопросы , связанные с работой ЧПУ. В Интернете этой информации достаточно , также очень много описано конструкций самодельных станков. Просто наберите в любом из поисковиков «Самодельный ЧПУ» или «DIY CNC». Очень хорошие статьи , в которых изложены основные принципы построения механической части ЧПУ , находится здесь и тут. Не делались также чертежи станка – были только примерные эскизы и схемы.
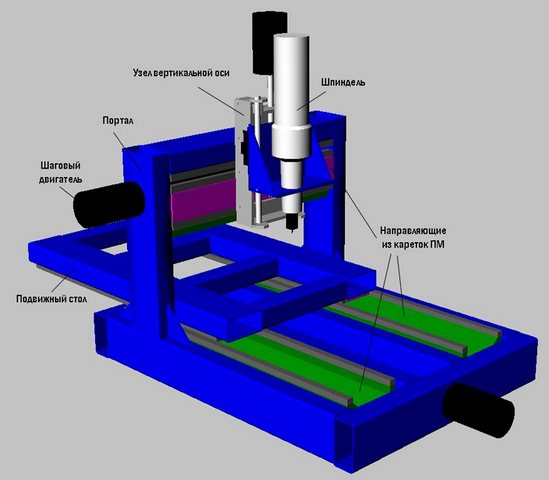
Идея построить свой ЧПУ фрезер для работы с деревом возникла пару лет назад , когда в Интернете я случайно наткнулся на описание такого станка. Тогда меня поразила предельная простота механической части и огромные возможности , предоставляемые программным управлением. Около полугода ушло на изучение аналогичных конструкций , чтение соответствующих форумов , анализ чужих ошибок. Постепенно сформировалась конструктивная схема станка с неподвижным порталом и подвижным столом , как обеспечивающая наибольшую жесткость конструкции
Одновременно с этим начал собирать компоненты. Сразу появился соблазн использовать детали списанных матричных принтеров , но потом пришлось эту затею бросить. Мощность двигателей от принтеров и жесткость направляющих достаточны только для рисования маркером, ни о каком фрезеровании речи быть не может
А потом в Интернете нашел гениальную идею – использовать в качестве направляющих каретки от печатающих машин (Рис.1 и см. статью ). Не буду повторять сказанное там , но эта идея сразу решила кучу проблем , ибо использовать промышленные направляющие не позволял бюджет , а всякие суррогаты не обеспечивали нужной жесткости конструкции. С помощью универсальной жидкой валюты в загашниках разных контор были добыты три печатающих машинки – по одной на каждую ось.
Рис.1 Каретка от ПМ
Исходя из размеров направляющих определились и размеры области обработки – 500Х300Х100. Прорисовка эскизов конструкции показала , что рабочий стол лучше перемещать по двум разнесенным направляющим , поэтому возникла необходимость искать еще одну печатающую машинку для вертикальной оси .И тут опять удача – на блошином рынке увидел механический узел непонятно от чего , который идеально подходил для этого. Правда , направляющие имели диаметр всего 10 мм , но малая их длина оставляла достаточную жесткость.
Параллельно начал поиск ходовых винтов и гаек . Первоначально тоже был соблазн использовать что-то подешевле , например строительные резьбовые шпильки и стандартные гайки , но , изучив результаты работы таких станков , понял , что здесь экономить нельзя. Поэтому были куплены готовые промышленные ходовые винты с резьбой Tr12X3 и соответствующие им бронзовые гайки. Точность по Н7 и люфтов у такой пары практически нет.
Дальше – шаговые двигатели (ШД) , штучки тоже не из дешевых. Но тут попал на ликвидацию фирмы и распродажу. Удалось купить 3 шаговых двигателя , выпускавшихся по японской лицензии и там же купил три драйвера для двигателей ( драйвер – электронная схема , управляющая ШД). Двигатели показались сразу очень мощными ( момент 16 кГ/ см ) но , как оказалось , кашу маслом не испортить. Во-первых , большой запас по мощности гарантирует от пропуска шагов , во-вторых в номинальном режиме ШД сильно греется и снижение рабочего тока ( с потерей мощности естественно ) позволяет увеличить ресурс ШД.
В качестве фрезерного шпинделя изначально предполагалась промышленная бормашина Proxxon IB/E , но потом вынужден был отказаться – большие продольные и поперечные люфты вала шпинделя сводили на нет всю заложенную в станок точность. В результате на станок установлен китайский гриндер Powertech (400 вт 24 000 об/мин) , который в 4 раза дешевле проксона и во столько же раз точнее и мощнее. В общем Proxxon – разочарование года ?.
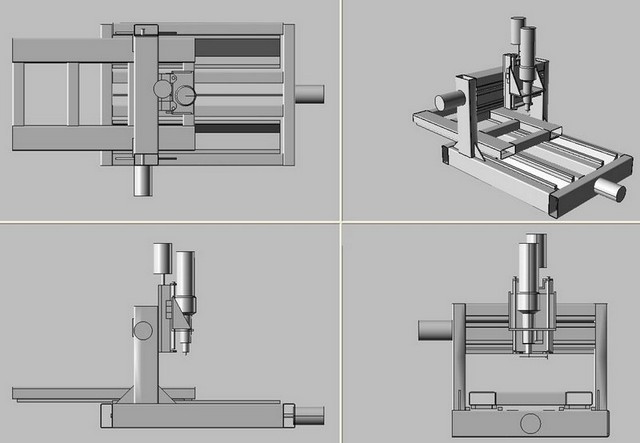
Итак , основные компоненты собраны , можно попытаться выполнить компоновку станка. Знание основ 3D-моделирования позволило выполнить это на компьютере. Основой станка служит сварная конструкция из стальных квадратных труб. Много было прочитано о недостатках сварных конструкций но в конце концов я все же пришел именно к сварке. Основная проблема многих самодельных станков – низкая жесткость , существенно снижающая точность станка в целом во-первых и во-вторых при работе станка возникают множество локальных вибраций различных частей станины и можно нарваться на нежелательные резонансы , которые могут приводить к сбою позиционирования ( обратной связи по перемещению в станке нет и управляющий компьютер всегда надеется , что станок отработал правильно ). Поэтому здесь тоже решил не экономить ни в весе , ни в стоимости. Станина была заказана на заводе , где имелось соответствующее сварочное оборудование и печь для термообжига после сварки для снятия остаточных напряжений.
Рис.2
Рис.3
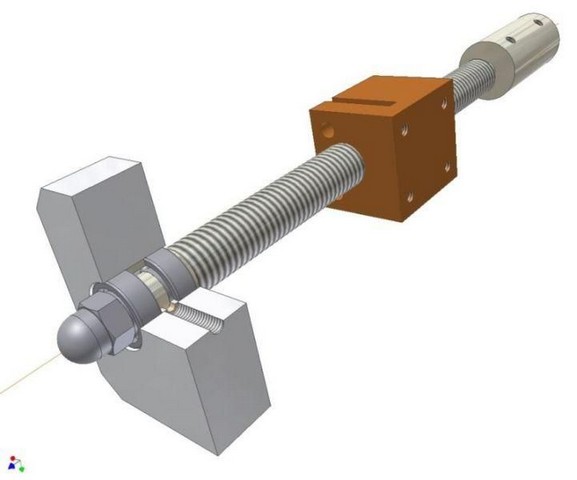
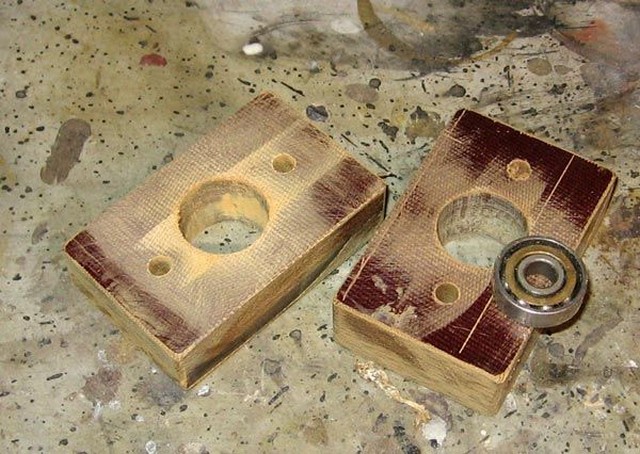
Самый сложный узел , который пришлось изготовить самостоятельно это узел ходового винта. Идея конструкции показана на рис.4 ). Зажимать в патрон токарного станка прецизионный ходовой винт я не рискнул , поэтому выточил на токарном станке из стали наконечники для винта (Рис5), которые плотно садятся на винт и фиксируются мягким припоем (Рис.6). Один конец ходового винта опирается на два стянутые встречно ( для выборки люфта ) радиально-упорных подшипника , другой конец изначально жестко крепился на вал двигателя , как в статьях на rcdesign.ru , но практика показала , что лучше использовать мягкую муфту , которая представляет собой отрезок вакуумного шланга , стянутый хомутиками. После установки муфт исчез характерный звон ходовых винтов , связанный с работой ШД , несмотря на то , что последние работают в режиме микрошага 1/8. Обоймы для радиально-упорных подшипников выполнены из толстого текстолита.
Рис.4 Конструкция ходового вина (взято с www.rcdesign.ru)
Рис.5 Оконечник ходового винта
Рис.6 Подшипники ходового винта
Рис.7 Обойма подшипников ходового винта
Из-за малого хода узел вертикального перемещения выполнен проще – концы ходового винта опираются на обычные подшипники , вращение от ШД винту передается через шестерни.
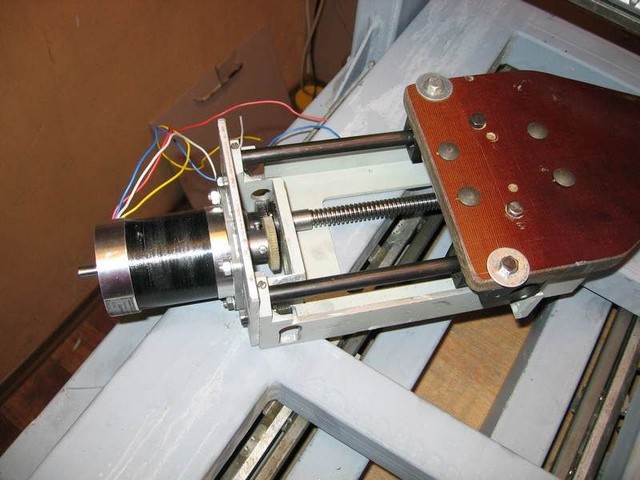
Рис.8 Механизм оси Z (вид спереди )
Рис.9 Механизм оси Z (вид сзади )
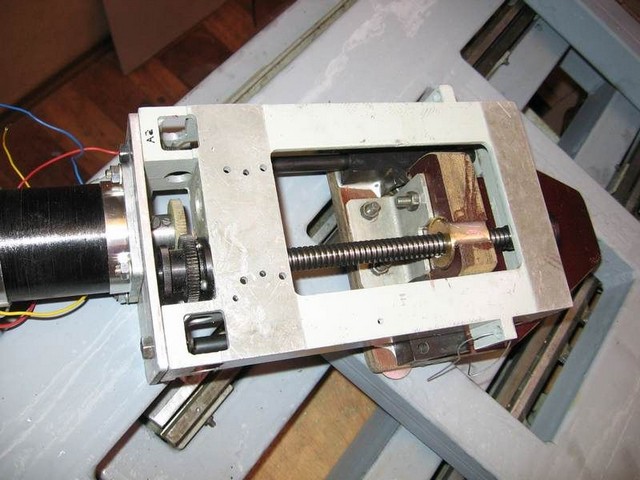
При сборке необходимо достигнуть максимальной параллельности ходового винта и направляющей. Это достигается перемещением в некоторых пределах с одной стороны ШД , с другой – обоймы подшипников. Скажу сразу , процесс довольно муторный и занял довольно много времени. Ходовая гайка вклеивалась эпоксидным клеем в обойму из текстолита по месту , чем была достигнута достаточная точность.
Рис.10 Ходовой винт оси Z
Рис.11Ходовой винт оси X
Рис12 Станина с установленными каретками
Рис13 На каретки установлен подвижный стол
Рис.13 Ходовой винт оси Х ( вид снизу)
Рис.14 Вид сзади
Рис.15
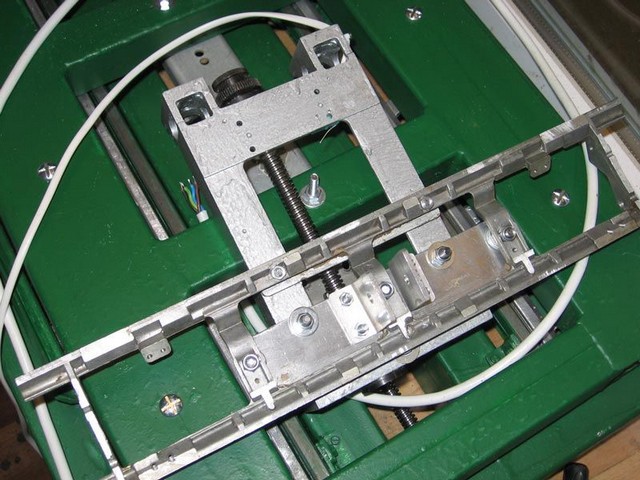
Рис.16 Сепаратор оси Y
Рис.17 Крепление механизма оси Z к каретке оси Y
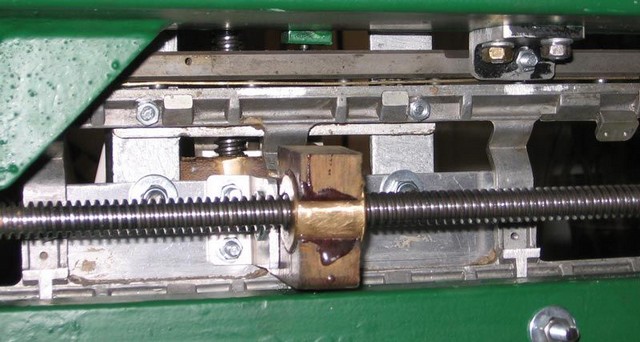
Рис.18 Ходовая гайка оси Y
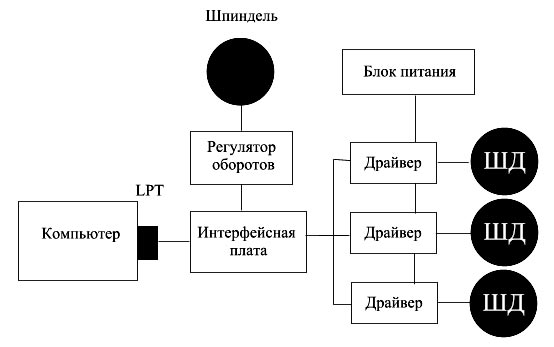
Электроника станка основана на покупных драйверах ШД. Для сопряжения с компьютером изготовлена интерфейсная плата , рассчитанная на подключение к LPT порту компьютера и управляемая сигналами step/dir для каждой оси. Это позволяет для управления станком использовать распространенные промышленные и любительские программы. Блок-схема показана на Рис.19. Интерфейсная плата содержит буферный усилитель шины LPT и опторазвязку , которая крайне желательна , чтобы исключить повреждение компьютера . Также на интерфейсной плате находится схема аварийного останова по достижению пределов и схема включения шпинделя. Я не стал мудрить с программным управлением оборотами шпинделя , стоит простой ручной регулятор .Блок питания – переделанный на 20в стандартный БП то компьютера АТ.
Рис.19 Блок-схема электроники
Рис.20 Электронная часть
Немного о программном обеспечении. В качестве управляющей программы сразу предполагались работающие под Windows широко известные MACH3 или kCam , но все попытки получить стабильный ход двигателей не привели к успеху . Движение двигателей было прерывистым , ни о каком реалтайме и речи не шло . Оптимизация параметров ОС согласно рекомендаций тоже не дали положительного результата. Скорее всего это связано с особенностями моего ноутбука . Проблема решилась кардинально с помощью великолепной программы EMC2 , работающей под ОС Linux . На сайте www.linuxcnc.org можно скачать дистрибутив Ubuntu Linux , оптимизированный для EMC2 и с уже встроенной программой EMC2 , установка не вызывает затруднений для пользователя среднего уровня.
Для подготовки данных сейчас масса программ , перепробовав многие , у меня вырисовалась следующая цепочка : Rhino ( CAD , 3D редактор ) – VisualMill ( CAM , расчет траектории движения инструмента) – EMC2 ( управление станком ).
Хочу отметить , что многие решения , примененные мной при строительстве станка , вызовут улыбку у профессионального станочника , но мой некоторый опыт подсказывает , что в домашних условиях копировать промышленные технологии неэффективно , а иногда и бессмысленно. Как бы там ни было , но станок работает и выполняет поставленные задачи. Полученная точность специально не измерялась , но составляет примерно 0.1-0.2 мм , что для целей моделизма вполне достаточно.
Примерный бюджет станка следующий:
Шаговый двигатель
$60
Драйвер
$65
Ходовые винты и гайки
$100
Станина
$300
Плюс всякая мелочевка
всего до $1000
Окончательные характеристики станка
Рабочая зона , мм
500Х300Х100
Макс.скорость перемещения , мм/мин
600
Точность позиционирования, мм
0.1
Разоешающая способность , мм
0.015
Мощность шпинделя , вт
400
Обороты шпинделя , об/мин
0-24000
Интерфейс
LPT
Формат данных
G-code
Масса , кг
50
Пример работы станка показан ниже. В заключение хочу добавить , что этот инструмент дает широчайшие возможности для пользователя и доступен домашнему мастеру средней квалификации , главное – желание его построить
Рис.21 Экран управляющей программы EMC2
Рис.22 Элементы декора , выполненные на станке
Видеоролик , демонстрирующий работу станка
22.02.2010 дополнение - токарная обработка на ЧПУ фрезере